





山東數(shù)控焊接設(shè)備管板焊機的焊接
來源:http://m.tj-moju.com/ 發(fā)布時間:2021-11-27 瀏覽次數(shù):0
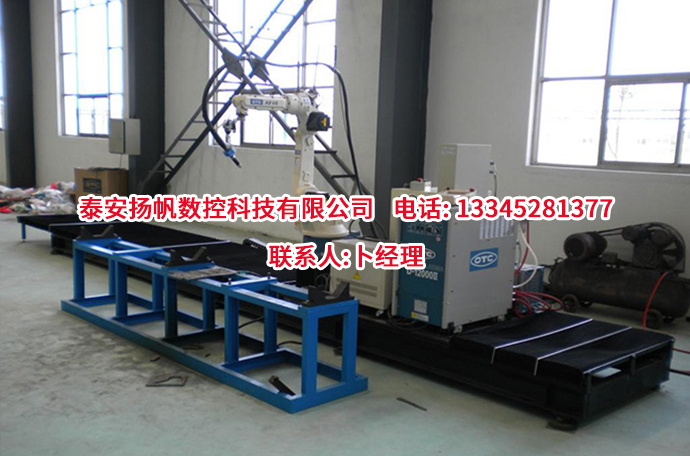
揚帆數(shù)控科技山東數(shù)控焊接設(shè)備主要生產(chǎn)全位置管板焊機、全位管管焊機及各種類型焊接專機;公司擁有多項技術(shù),焊接將服務(wù)定位于品質(zhì)與品質(zhì)的自動化焊接技術(shù),以創(chuàng)新的技術(shù)、服務(wù),為客戶增值。公司擁有一批經(jīng)驗豐富的人員和的售后服務(wù)隊伍。
Yangfan CNC technology Shandong CNC welding equipment mainly produces all-position tube-sheet welding machine, all-position tube-sheet welding machine and various types of welding machine; the company has a number of technologies, welding service will be located in quality and quality of automatic welding technology, to innovative technology, services, value-added for customers. The company has a group of experienced professionals and excellent after-sales service
Yangfan CNC technology Shandong CNC welding equipment mainly produces all-position tube-sheet welding machine, all-position tube-sheet welding machine and various types of welding machine; the company has a number of technologies, welding service will be located in quality and quality of automatic welding technology, to innovative technology, services, value-added for customers. The company has a group of experienced professionals and excellent after-sales service
管板焊機的焊接:
Welding of TUBESHEET WELDING MACHINE:

Welding of TUBESHEET WELDING MACHINE:
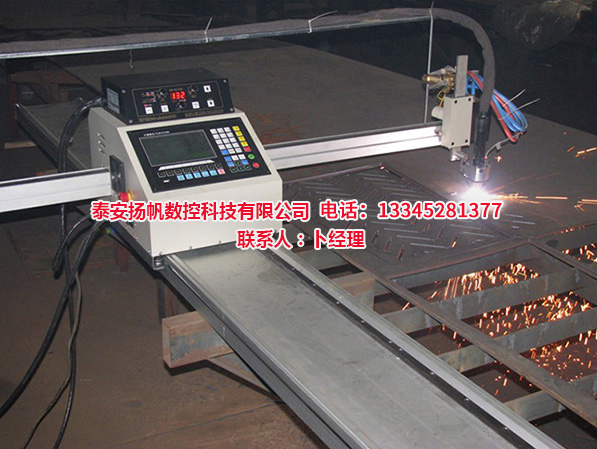
功率和控制柜一體化設(shè)計,柜體底部設(shè)有萬向輪,可以任意移動。
采用移動貨架對焊機坐標進行定位。
采用七英寸彩色觸摸屏,人機交互界面直觀,易于查找參數(shù)、修改和驗證。
采用西門子 PLC (可編程邏輯控制器),能保存少99個工藝參數(shù),便于查詢和調(diào)用。每一個參數(shù)都可以在調(diào)整或者修改后立即使用,或者在修改后保存??梢詫浖M行升級修改;抗干擾性強。
焊機焊過程由微電腦控制,根據(jù)預(yù)先設(shè)定的程序,自動完成。
焊機有四種方式: a、焊一層、不填充線 b、焊一層、充填線 c、焊二層、不填充線、不填充二層焊線。
該焊機不轉(zhuǎn)動,可連續(xù)焊接。
Integrated Design of power and control cabinet, the bottom of cabinet body is provided with universal wheel, which can move at will. Positioning the welding machine coordinate by moving the shelf. Using seven-inch color touch screen, human-computer interface intuitive, easy to find parameters, modify and verify. Using Siemens PLC (Programmable logic controller) , can save at least 99 process parameters, easy to query and call. Each parameter can be used immediately after adjustment or modification, or saved after modification. Software can be updated and modified; strong anti-interference. The welding process of the welding machine is controlled by a microcomputer and completed automatically according to the pre-set procedure. Welding machine has four ways: A, welding a layer, not filling line B, welding a layer, filling line C, welding two layers, not filling line, not filling two layers of wire. The welding machine does not rotate and can be welded continuously.
該機采用循環(huán)水冷心軸,既滿足薄壁管角焊,又可帶走頭部熱量,使機器長時間運轉(zhuǎn)。
The machine adopts Circulating Water Cooling Mandrel, which can not only meet the needs of fillet welding of thin-wall pipe, but also take away the heat of the head and make the machine run for a long time.
The machine adopts Circulating Water Cooling Mandrel, which can not only meet the needs of fillet welding of thin-wall pipe, but also take away the heat of the head and make the machine run for a long time.
本實用新型適用于管道和管板的角焊、平焊、隱式焊和深孔焊。
The utility model is suitable for fillet welding, flat welding, implicit welding and deep hole welding of pipelines and tubesheet.
The utility model is suitable for fillet welding, flat welding, implicit welding and deep hole welding of pipelines and tubesheet.
山東數(shù)控焊接設(shè)備管板自動焊機具有記憶焊接起點功能。噴管焊接完成后,機頭自動旋轉(zhuǎn),電流使機頭和焊接重疊角衰減,返回焊接開始位置。為便于焊接下端。
The automatic welding machine for Tube Sheet has the function of remembering the starting point of welding. When the nozzle is welded, the head will rotate automatically and the current will reduce the overlap angle between the head and the welding, and return to the starting position of welding. To facilitate the welding of the lower end.
The automatic welding machine for Tube Sheet has the function of remembering the starting point of welding. When the nozzle is welded, the head will rotate automatically and the current will reduce the overlap angle between the head and the welding, and return to the starting position of welding. To facilitate the welding of the lower end.
上一篇:自動焊接設(shè)備的分類及組合
下一篇:山東焊接專機共5步操作流程掌握嗎






